
షీట్ మెటల్ ఫ్యాబ్రికేషన్ సేవలు



మా కస్టమ్ షీట్ మెటల్ ఫ్యాబ్రికేషన్ సేవలు
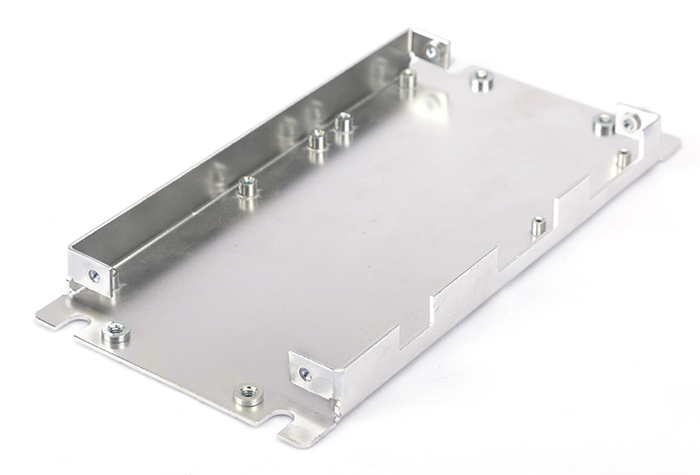
షీట్ మెటల్ తయారీ అనేది కస్టమ్ షీట్ మెటల్ భాగాలు మరియు ఏకరీతి గోడ మందంతో కూడిన ప్రోటోటైప్లకు అత్యంత ఖర్చుతో కూడుకున్న ఎంపిక. గ్వాన్షెంగ్ అధిక-నాణ్యత కటింగ్, పంచింగ్ మరియు బెండింగ్ నుండి వెల్డింగ్ సేవల వరకు వివిధ షీట్ మెటల్ సామర్థ్యాలను అందిస్తుంది.
లేజర్ కటింగ్
లేజర్ కటింగ్లో షీట్ మెటల్ భాగాన్ని కత్తిరించడానికి లేజర్ ఉపయోగించబడుతుంది. అధిక శక్తి గల లేజర్ను షీట్పైకి మళ్లించి, లెన్స్ లేదా అద్దంతో కేంద్రీకృత ప్రదేశానికి తీవ్రతరం చేస్తారు. షీట్ మెటల్ తయారీ యొక్క నిర్దిష్ట అప్లికేషన్లో, లేజర్ యొక్క ఫోకల్ పొడవు 1.5 నుండి 3 అంగుళాల (38 నుండి 76 మిల్లీమీటర్లు) మధ్య ఉంటుంది మరియు లేజర్ స్పాట్ పరిమాణం 0.001 అంగుళాల (0.025 మిమీ) వ్యాసంలో ఉంటుంది.
లేజర్ కటింగ్ కొన్ని ఇతర కట్టింగ్ ప్రక్రియల కంటే మరింత ఖచ్చితమైనది మరియు శక్తి-సమర్థవంతమైనది, కానీ అన్ని రకాల షీట్ మెటల్ లేదా అత్యధిక గేజ్లను కత్తిరించదు.
ప్లాస్మా కటింగ్
ప్లాస్మా జెట్టింగ్ షీట్ మెటల్ ద్వారా కత్తిరించడానికి వేడి ప్లాస్మా జెట్ను ఉపయోగిస్తుంది. సూపర్ హీటెడ్ అయనీకరణ వాయువు యొక్క విద్యుత్ ఛానెల్ను సృష్టించే ఈ ప్రక్రియ వేగవంతమైనది మరియు సాపేక్షంగా తక్కువ సెటప్ ఖర్చును కలిగి ఉంటుంది.
కంప్యూటర్-నియంత్రిత ప్లాస్మా కట్టర్లు లేజర్ లేదా వాటర్ జెట్ కట్టర్ల కంటే శక్తివంతమైనవి కాబట్టి, మందపాటి షీట్ మెటల్ (0.25 అంగుళాల వరకు) ప్లాస్మా కటింగ్ ప్రక్రియకు అనువైనది. వాస్తవానికి, అనేక ప్లాస్మా కటింగ్ యంత్రాలు 6 అంగుళాల (150 మిమీ) మందం వరకు వర్క్పీస్లను కత్తిరించగలవు. అయితే, ఈ ప్రక్రియ లేజర్ కటింగ్ లేదా వాటర్ జెట్ కటింగ్ కంటే తక్కువ ఖచ్చితమైనది.
స్టాంపింగ్
షీట్ మెటల్ స్టాంపింగ్ను ప్రెస్సింగ్ అని కూడా పిలుస్తారు మరియు ప్రెస్లో ఫ్లాట్ షీట్ను ఉంచడం జరుగుతుంది. ఇది ఒకేలాంటి భాగాలను ఉత్పత్తి చేయడానికి అధిక వాల్యూమ్, తక్కువ-ధర మరియు వేగవంతమైన ప్రక్రియ. సులభంగా తయారీ కోసం షీట్ మెటల్ స్టాంపింగ్ను ఇతర మెటల్ షేపింగ్ కార్యకలాపాలతో కలిపి కూడా నిర్వహించవచ్చు.
వంగడం
బ్రేక్ అనే యంత్రాన్ని ఉపయోగించి V-ఆకారం, U-ఆకారం మరియు ఛానల్ ఆకారపు వంపులను సృష్టించడానికి షీట్ మెటల్ బెండింగ్ ఉపయోగించబడుతుంది. చాలా బ్రేక్లు షీట్ మెటల్ను 120 డిగ్రీల కోణం వరకు వంచగలవు, అయితే గరిష్ట బెండింగ్ ఫోర్స్ మెటల్ మందం మరియు తన్యత బలం వంటి అంశాలపై ఆధారపడి ఉంటుంది.
సాధారణంగా, షీట్ మెటల్ మొదట్లో అతిగా వంగి ఉండాలి, ఎందుకంటే అది పాక్షికంగా దాని అసలు స్థానం వైపు తిరిగి వస్తుంది.





